|
• Medical Product Assembly
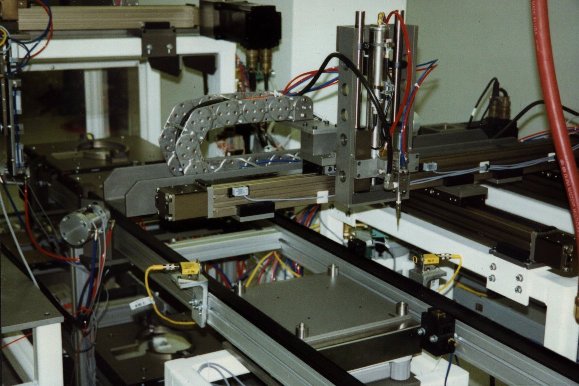
This is an automated assembly station that includes an XY servo positioning stage, a pneumatic Z axis with liquid dispense head attached, an automated weighing system and conveyor delivery built in.
The product assembled on this line is a blood collection reservoir used in open heart surgery.
The reservoir lid, not shown, is loaded by the operator onto the fixture (top left corner of the picture) and sent down the line on the conveyor belts (two black strips running diagonally across picture).
An optical switch (pair of yellow bodies) see the lid is in place and a cylinder lifts the automated weigh station up under the lid fixture and elevates it above the conveyor belts.
The XY servos position the dispense needle (red and blue tubes are attached to it) over the lid and the pneumatic Z axis brings the needle down to the groove in the lid. A valve opens and dispenses the UV adhesive into the lid while the XY servo moves the needle in an oval shape to match the parts. The automated scale monitors the dispense cycle to verify the correct amount of UV adhesive is delivered to each part.
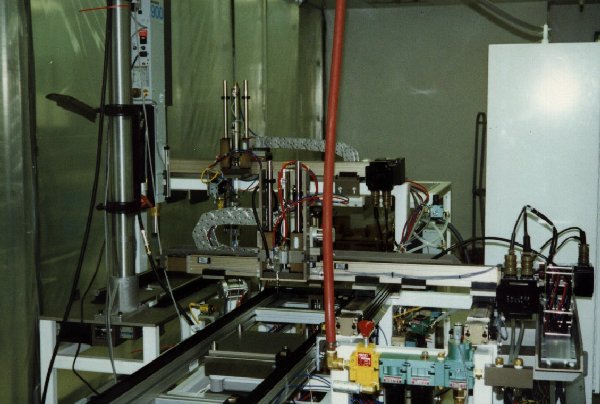
This is another view of the same machine. An ultrasonic welder can be seen in the left side of the picture. It is used to weld luer lock rings onto the lid at the next operation.
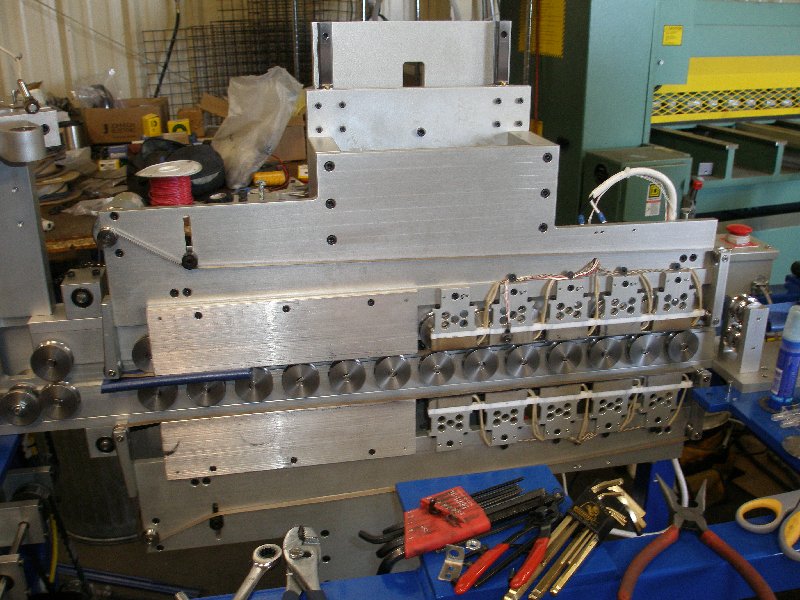
This machine folds and heat welds the blue foam over two PVC tubes. The blue foam is on a roll under the table and the rollers in the center fold the foam automatically to incase the two tubes.
The finished product is a pair of tubes used to connect a chilled water source to a set of pads attached to a stroke patient.
This is another view of the machine. The wheels pull the foam covered tubing along and melt the foam together using a heated strip covered in the brown teflon tape.
Finished tubes exit the machine on the left and are automatically cut to length. A HMI, not shown, is used by the operator to select the product to be built and automatically set the tubing length.
This machine replaced a clam shell device that heated and welded the tubing assemblies one at a time. The new machine can make ten times the number of parts per day as the old machine. Below is a picture of a bonded tube assembly.
|